

News Center
NEWS CENTER
The basic principles of automated three-dimensional warehouses/EVERUNION.
Release time:
2020-04-01 18:32
Definition of Automated Warehouse
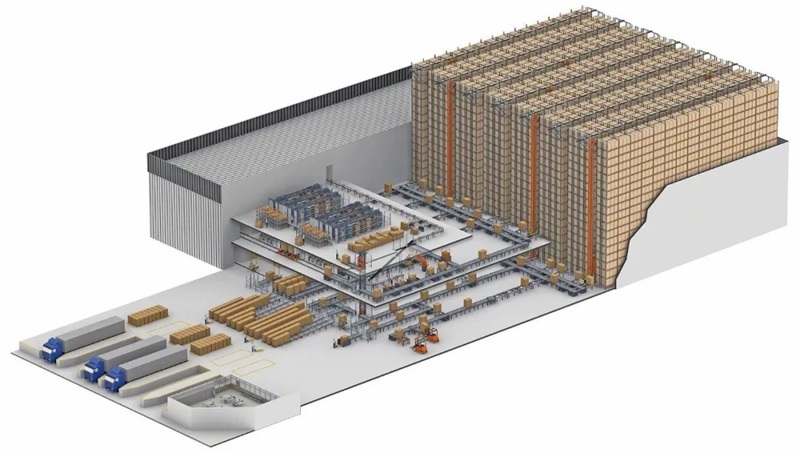
Three-dimensional warehouse is also called high-rise shelf warehouse, automatic access system AS/RS(Automatic Storage & Retrieval System). It generally uses several layers, more than a dozen layers or even dozens of layers of shelves, with automated material handling equipment for goods out of the warehouse and storage operations. Three-dimensional warehouse is generally composed of high-rise shelves, material handling equipment, control and management equipment and civil utilities.
The advantages and disadvantages of automated three-dimensional warehouses.
The main advantages of automated warehouse:
Because it can make full use of the vertical space of the warehouse, its storage capacity per unit area is far greater than that of the ordinary single-layer warehouse (generally 4-7 times that of the single-layer warehouse). At present, the world's highest three-dimensional warehouse can reach more than 40 meters, with a capacity of up to 300000 cargo spaces.
2. Warehouse operations are fully mechanized and automated, on the one hand, can greatly save manpower, reduce labor costs, on the other hand, can greatly improve the efficiency of operations.
3. The use of computer storage management, can easily do "first in, first out", and can prevent the natural aging of goods, deterioration, rust, but also to avoid the loss of goods.
4. Centralized location, easy to control and management, especially the use of electronic computers, not only can realize the automatic control of operations, but also can carry out information processing.
5. Can better adapt to the dark, low temperature, toxic and other special environment requirements. For example, the film factory stores the film reel in an automated three-dimensional warehouse, and under completely dark conditions, the automatic entry and exit of the film reel can be realized through computer control.
6. The use of pallets or containers to store goods, the damage rate of goods significantly reduced.
The main disadvantage of an automated warehouse: the main disadvantage of the warehouse:
Because the structure of the automated warehouse is more complex, supporting equipment is also more, so the need for infrastructure and equipment investment is also relatively large. What a great.
2. The shelf installation accuracy is high, the construction is difficult, and the construction period is correspondingly long.
3. Storage elasticity is small, it is difficult to cope with peak demand. What a loss.
4. There are certain restrictions on the variety of goods that can be stored, and a separate storage system is required to store long, large and heavy goods and goods requiring special storage conditions.
5. The overhead cranes and automatic control systems of the automated three-dimensional warehouse are all equipment with extremely high technical content and high maintenance requirements. Therefore, it is necessary to rely on suppliers in order to obtain timely technical assistance when the system fails. This increases the dependency on the supplier.
6. The process design requirements before the construction of the library are high, and the process operation should be strictly followed when it is put into production.
Basic composition of automated warehouse
Automated warehouse is composed of warehouse buildings, automatic control and management system, high-rise shelves, lane-type stacker, out-of-storage conveyor and other equipment, as well as supporting the power supply system, air conditioning system, fire alarm system, weighing measurement system, packaging system, network communication system, etc.
1. High-rise shelves, pallets and containers are the main structural parts of the automated warehouse. Generally, steel structures are welded or assembled. Each row of shelves is divided into several rows and layers of unit compartments, and 1-3 pallets (containers) are generally stored in each compartment. At present, the high-rise shelves made in China are generally below 20 meters, with 10-15 meters in the majority. Shelves used in steel, welded shelves using hot-rolled steel. Assembled shelves are mostly made of thin cold-rolled steel. The welded structure is strong, durable, but bulky. The assembled appearance is beautiful, the disassembly performance is good, and the transportation is convenient. Because of the good mechanical properties of cold-rolled thin-walled steel section, it has great potential for light weight and cost reduction. If the connection parts are set up very reasonable also very strong. Is the development direction of high-rise shelves. Shelf structure type design is generally when the pallet (cargo box) size is large, the use of corbel structure, each cargo compartment to store a pallet (cargo box). Tray size small beam type structure. Each compartment can store 1-3 pallets (boxes). At present, there are more users of beam-type shelf structures than corbel-type. And there is a trend of further increase. Pallets (containers) are currently used more steel structure or steel wood structure, but with the development of light plastic industry and injection molding technology. Plastic pallets (containers) with its beautiful, corrosion-resistant, light weight and other advantages, in the smaller size and weight of the pallet (container) will occupy an important position.
2. Stacking crane stacker is the main implementation equipment for the storage and retrieval of goods in the automated three-dimensional warehouse. It can carry goods in the roadway of the shelf to run horizontally, lift, stretch left and right forks, and complete various operation functions such as warehousing, outbound, and warehouse inversion. In order to make the stacker identify the accurate address. The horizontal, vertical and fork extension movements are all set at two or more speeds of normal operation speed and slow speed (or variable frequency stepless speed regulation) to reduce the impact during parking and can be accurately in place, reaching 10mm when horizontal operation. I0nm when vertical lifting. Stopping accuracy requirement of 5mm when extending fork left and right. The stacker is equipped with a cargo space and a virtual and real detection device for the cargo platform to prevent accidents caused by repeated warehousing when the cargo space has been occupied due to control (or management) errors. The stacker is provided with in-situ and stop-accurate instructions. If the stacker is not stopped accurately due to inertia or other reasons, the stacker will automatically "correct deviation" according to PC and program control ". In addition, the stacker. It is also equipped with speed limit and limit switch for operation, start and stop terminals, and a mechanical stop is set at the terminal to prevent each mechanism of the stacker from running beyond the limit position. In order to ensure the safety of the stacker with driver's cab and the cargo, the cargo platform is equipped with rope break protection device or speed limit anti-falling device. The electrical system of the stacker is also equipped with conventional electrical interlock, pressure loss protection, zero protection, overload protection and other functions. At present, the running speed of each mechanism of the stacker is 80 m/min horizontally. Lifting 10-16 m/min. Forks 8-15 m/min.
3. The inbound and outbound distribution system is in an automatically controlled three-dimensional warehouse. The incoming and outgoing distribution system distributes the incoming goods to a certain lane entrance according to the computer instructions, and then the roadway stacker is sent to the designated row, column and floor location according to the instructions. Output in the opposite direction when outbound. A weighing device may be provided at the entrance of the goods. The ultra-high and ultra-wide size detection devices prevent the goods entering the reservoir area from being overloaded, overweight or over-sized to cause accidents. At present, most of the goods are transported according to the structure and weight of the goods, pallets or containers, and roller or chain conveyors are used. Lifts are often used at intersections where goods are transported to solve the problem of height difference. In addition, a conveying channel should be set up to transport the goods/pallets with unqualified weight and size to the designated point before entering the reservoir area. It can also be used to pick pieces into and out of the warehouse when picking pieces into and out of the warehouse), send unit goods into the warehouse, and return after picking. When the incoming and outgoing frequency requirements are not high, several roadways can be considered to share a stacker. At this time should be equipped with transfer cars or other transfer equipment. In order to make the stacker into another roadway.
4. Automatic control system All operational equipment in the reservoir area, such as stackers, conveyors, elevators, distribution cars, transfer cars, etc., as well as the operation guarantee system of these equipment, should be controlled by a unified computer program. The control system has the function of alarm and diagnosis display for machine, electricity and other faults. And some alarms can be handled by themselves. The operation of the equipment to achieve automatic convergence, reliable action. General selection of high quality programmable controller (PC). In order to ensure the smooth and reliable operation of each institution and the accuracy of address recognition, high-quality frequency converters, photoelectric components and other high-quality control components should also be selected.
5. Computer Management System
The computer management system should be able to complete the following main management functions for all cargo positions and all inventory goods:
(1) In accordance with the requirements to achieve the first-in-first-out of goods, a roadway priority, uniform distribution and other management functions, in and out of the warehouse location management,
(2) Inventory and inquiry according to the location and variety of goods;
(3) Print various statistical reports;
(4) Inventory analysis;
(5) modify the contents of the data file.
The management machine can choose 486,586 microcomputers, which can realize online communication with subordinate monitoring and control machines. The communication method can be cable or closed safety slide line, preferably infrared signal transmission system. Easy installation, reliable transmission and long life. Digital, text or graphic analog display devices for equipment operation and operation targets can be set up in prominent locations in the reservoir area and in the machine room as required to monitor the entire operation process.
Basic Functions of Automated Warehouse
The basic functions of the automated warehouse can be summarized as the following four main functions, namely, receiving, inventory, picking up, and shipping.
Shi Lian Logistics Equipment Co., Ltd. is one of the earliest enterprises engaged in the production of logistics equipment in China. It is an enterprise specializing in the design, manufacture, installation and commissioning of industrial storage shelves and combined automated three-dimensional warehouses. The company strictly in accordance with the ISO9001 : 2008 standard control product production process. The company is headquartered in Shanghai, and has tens of thousands of square meters of shelf production base in Kunshan, convenient transportation. The company has independent import and export autonomy, has undertaken thousands of large-scale storage shelf projects, sales in 2015 has exceeded 100 million yuan, of which export orders accounted for more than 30% of sales. In order to expand our export business and improve our requirements for product quality in the international market, our products successfully passed CE certification in July 2016.
Recently, in the world's largest transit hub port, more than 50 port mobile robots from Xinsong Company, such as steel giants, were neatly arranged and officially delivered to the world-renowned port group in batches. This is also the first time that China's port mobile robots have achieved such a large-scale overseas delivery. "Xinsong Zao" once again represents China's wisdom to go out and become a dazzling business card for the construction of global smart ports!
Shelf industry: closely integrated with logistics automation development
In recent years, the development of China's shelf products has shown a steady growth trend, and driven by the great development of intelligent logistics, the demand for high-precision shelves has become a new growth point. Shelf enterprises also pay more attention to product quality and production technology, and have strengthened capacity building such as production, manufacturing, installation and construction. At the same time, with the increasing demand for intelligent upgrading in manufacturing and other fields, more and more shelf enterprises begin to cross borders or transform into system integrators, from simple shelf products to automated and intelligent equipment and systems such as shuttle cars and MiniLoad box automatic three-dimensional library systems. This change was particularly evident at the CeMAT ASIA 2023 exhibition. Enterprises such as Jingxing, Yinfei Storage, Six-dimensional Intelligence, Zhongyang Liku, Donglian Storage, Jiangrui Shelf and Shanghong Shelf appeared one after another, demonstrating the new trend of the close integration of shelves and logistics automation.
Conveyor Sorting Systems: Innovating Products and Technologies Around Demand
Internor highlighted the latest high-performance conveyor platform (HPP). This is a high-performance heavy-duty product based on the platform of Interno conveying module. The functional core of HPP is the unique and innovative Interno multi-belt converter Multibelt Switch(MBS). The module combines conveying and sorting functions in a unique way. By seamlessly superimposing linear and lateral motion, the conveyed goods are diverted to other conveying lines in the conveyor, flowing forward or to both sides at a constant speed. This method can ensure a smooth and safe transportation process, and the speed is also very fast, with a throughput of more than 10000 pieces per hour. Following the global success of its Modular Conveyor Platform (MCP), the HPP platform is Internor's new modular conveyor solution that meets the specific requirements for equipment robustness and throughput of various industries, especially courier, courier and parcel (CEP) service providers. As part of Internat's integrated platform strategy, the new High Performance Conveyor Platform (HPP) is a powerful addition to Internat's sorting solutions, which can significantly improve the productivity, capacity and energy efficiency of all types of distribution centers.
Shanghai Headquarters
Address: Room 908, Heyuan Central Enterprise Plaza, No. 2993 Gonghe Xin Road, Jing'an District, Shanghai
Zip Code: 200072
Tel: 86(021)60958519 86(0)15358832706
Fax: 86(021)60958520
Email: sales@everunion.com.cn
Website: www.everunion.com.cn
Factory Address
Nantong Address: No. 338, Lehai Avenue, Tongzhou Bay River-Sea Linkage Development Demonstration Zone, Jiangsu Province
Tel: 0513-81687122 0513-81687123
Email: sales@everunion.com.cn
International Web: everunionrack.en.alibaba.com

Sweep to learn more
Designed By: www.300.cn SEO
Copyright of Everunion Intelligent Logistics Equipment Co., Ltd. All Rights Reserved